
Nếu bạn đã từng làm việc với thiết kế tấm kim loại, chắc chắn có lúc bạn tự hỏi: “Bán kính uốn bao nhiêu thì an toàn? Mỗi loại vật liệu có tiêu chuẩn khác nhau không?” Đây là câu hỏi mà kỹ sư cơ khí nào cũng phải đối mặt, đặc biệt khi phải ra bản vẽ cho các chi tiết dạng tấm uốn.
Bài viết này sẽ giải thích chi tiết về bán kính uốn tối thiểu cho ba loại vật liệu phổ biến nhất trong gia công tấm: SPCC, SUS304 và A5052 — kèm theo những kinh nghiệm thực tế giúp bạn tránh sai lầm trong thiết kế và tiết kiệm chi phí sản xuất.
Bán Kính Uốn (Bend Radius) Là Gì?
Khi uốn cong một tấm kim loại, phần bên trong chỗ uốn sẽ hình thành một cung tròn có bán kính nhất định — đó chính là bán kính uốn R. Bán kính này càng nhỏ thì góc uốn càng sắc, và áp lực tập trung lên vật liệu càng lớn.
Vấn đề nằm ở chỗ: nếu R quá nhỏ so với độ dày và đặc tính vật liệu, tấm kim loại sẽ bị nứt hoặc gãy vỡ tại vùng uốn. Đó là lý do tại sao với mỗi loại vật liệu và mỗi độ dày, tồn tại một giá trị R tối thiểu mà kỹ sư thiết kế phải nắm vững trước khi đặt bút vẽ bản vẽ kỹ thuật.
Bán Kính Uốn Tối Thiểu Theo Từng Loại Vật Liệu
SPCC – Tôn Cán Nguội
SPCC là loại thép tấm cán nguội phổ biến nhất trong công nghiệp, thường dùng cho vỏ máy, khung đỡ, tấm chắn… Điểm mạnh của SPCC là tính dẻo cao và dễ uốn — đây là vật liệu thân thiện nhất với gia công uốn tấm.
| Độ dày t (mm) | Bán kính uốn trong tối thiểu (R) | Ghi chú |
|---|---|---|
| t ≤ 1,0 | R = 0,5t | Có thể uốn với R rất nhỏ |
| 1,2 ~ 3,0 | R = 1,0t | Giá trị thiết kế thông thường |
| t ≥ 3,2 | R = 1,5t trở lên | Nên chọn R lớn hơn để tránh nứt |
Do có độ dẻo tốt, SPCC thường cho phép uốn với R bằng hoặc nhỏ hơn độ dày tấm. Tuy nhiên khi tấm dày tăng lên, cần nới rộng R tương ứng để tránh ứng suất kéo quá mức tại mặt ngoài vùng uốn.
SUS304 – Thép Không Gỉ
SUS304 là lựa chọn hàng đầu khi cần chống ăn mòn trong môi trường ẩm ướt hoặc hóa chất. Tuy nhiên, đây cũng là vật liệu đặt ra thách thức lớn cho gia công uốn: SUS304 cứng hơn và có xu hướng nứt vỡ cao hơn SPCC rõ rệt.
| Độ dày t (mm) | Bán kính uốn trong tối thiểu (R) | Ghi chú |
|---|---|---|
| t ≤ 1,0 | R = 1,0t | Cần cẩn thận, dễ nứt nếu R nhỏ hơn |
| 1,2 ~ 3,0 | R = 1,0t ~ 1,5t | Phạm vi thiết kế thông thường |
| t ≥ 3,2 | R = 1,5t trở lên | Hiện tượng biến cứng tăng mạnh |
Thép không gỉ có xu hướng biến cứng rõ rệt trong quá trình gia công — hiện tượng này làm cho vật liệu cứng thêm khi bị biến dạng. Vì vậy, tuyệt đối không nên uốn đi uốn lại nhiều lần tại cùng một vị trí.
Một lưu ý quan trọng từ kinh nghiệm thực tế: nên thiết kế để phương uốn vuông góc với hướng cán của tấm. Khi uốn song song với hướng cán, nguy cơ nứt tăng lên đáng kể, nhất là với tấm dày.
Phân Biệt Vật Liệu 2B và Cold Trong SUS304
Đây là điểm mà nhiều kỹ sư mới dễ bỏ qua. Cùng là SUS304 nhưng dạng 2B (cán nguội tiêu chuẩn) và dạng cold (thép dẹt độ chính xác cao) có đặc tính uốn hoàn toàn khác nhau:
- SUS304 2B: Có thể uốn với R khoảng 1,0t — phù hợp với gia công uốn tấm thông thường
- SUS304 cold: Cần R lớn hơn nhiều, khoảng 2,0t đến 3,0t trở lên — không phù hợp cho uốn tấm
Dạng cold tuy có độ chính xác kích thước và bề mặt tốt hơn, nhưng đã qua quá trình gia công nguội mạnh nên độ dẻo còn lại rất thấp. Nếu bạn đang thiết kế chi tiết cần uốn, hãy chỉ định rõ dùng SUS304 2B trên bản vẽ để tránh nhầm lẫn với xưởng gia công.
A5052 – Nhôm Hợp Kim
A5052 là dòng nhôm hợp kim phổ biến nhất trong thiết kế cơ khí, kết hợp được ưu điểm nhẹ, bền vừa đủ và khả năng chống ăn mòn tốt. Về tính uốn, A5052 nằm ở mức trung bình: nhẹ và dễ gia công hơn thép không gỉ, nhưng có xu hướng xuất hiện nứt bề mặt mà mắt thường không dễ nhận ra ngay.
| Độ dày t (mm) | Bán kính uốn trong tối thiểu (R) | Ghi chú |
|---|---|---|
| t ≤ 1,0 | R = 0,5t ~ 1,0t | Có thể uốn nếu chi tiết nhỏ |
| 1,2 ~ 3,0 | R = 1,0t ~ 1,5t | Giá trị thiết kế tiêu chuẩn |
| t ≥ 3,2 | R = 1,5t ~ 2,0t | Cần chú ý tránh nứt |
Đặc biệt với các chi tiết yêu cầu ngoại quan cao như mặt trước thiết bị hay vỏ bọc, nên chọn R lớn hơn giá trị tối thiểu một chút. Vết nứt nhỏ trên bề mặt nhôm tuy không ảnh hưởng đến độ bền kết cấu nhưng lại rất khó chấp nhận về mặt thẩm mỹ.
Bảng So Sánh Tổng Hợp Ba Loại Vật Liệu
| Vật liệu | Độ dễ uốn | Nguy cơ nứt | Tỷ lệ R/t khuyến nghị |
|---|---|---|---|
| SPCC | ◎ Rất tốt | Thấp | 1,0 trở xuống vẫn ổn |
| SUS304 | ○ Trung bình | Trung bình ~ Cao | 1,0 ~ 1,5 |
| A5052 | ○ Trung bình | Trung bình | 1,0 ~ 1,5 |
Chỉ Định R Trên Bản Vẽ – Phải Dùng “R Trong” Hay “R Ngoài”?
Đây là một trong những điểm gây nhầm lẫn phổ biến nhất giữa kỹ sư thiết kế và xưởng gia công.
Sự Khác Biệt Giữa R Trong và R Ngoài
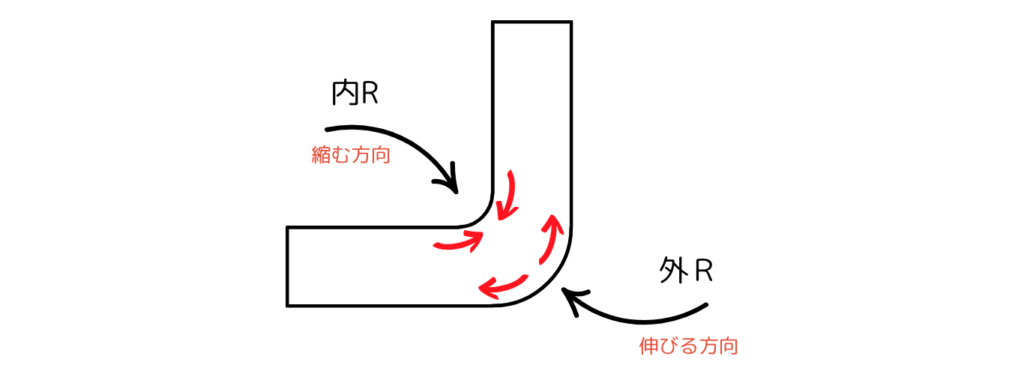
Khi uốn tấm kim loại, mặt bên trong uốn bị nén lại, mặt bên ngoài bị kéo căng. Hai mặt này có bán kính khác nhau:
- R trong (Inner R): Bán kính đo từ tâm cung đến mặt bên trong chỗ uốn — đây là giá trị mà khuôn uốn trực tiếp tạo ra
- R ngoài (Outer R): Bán kính đo đến mặt bên ngoài — bằng R trong cộng thêm độ dày tấm (t)
Tại Sao Luôn Phải Chỉ Định R Trong?
Nguyên tắc cơ bản trong bản vẽ tấm kim loại là chỉ định bán kính uốn theo R trong. Lý do rất thực tế: trong gia công uốn bằng máy uốn (press brake), đầu chày (punch) có bán kính nhất định và bán kính đó tương ứng trực tiếp với R trong. Khi bản vẽ ghi “R = 2”, người vận hành máy sẽ chọn ngay chày có đầu R2 và thực hiện uốn — không cần tính toán thêm.
Rủi Ro Khi Chỉ Định R Ngoài
Nếu bạn vô tình (hoặc cố ý) chỉ định R ngoài trên bản vẽ mà không ghi rõ, rủi ro xảy ra là:
Ví dụ: Tấm dày t = 1,0 mm, bản vẽ ghi “R2”. Kỹ sư thiết kế hiểu là R ngoài = 2, tức R trong = 1. Nhưng xưởng gia công hiểu là R trong = 2, tức R ngoài thực tế sẽ là 3. Kết quả: chi tiết có hình dạng sai, không lắp vừa vị trí, phải làm lại toàn bộ.
Chỉ Định R Ngoài Còn Làm Tăng Chi Phí Gia Công
Ngoài nguy cơ sai lệch kích thước, việc chỉ định R ngoài còn tạo thêm gánh nặng cho xưởng vì:
Đầu tiên, công nhân phải tính ngược từ R ngoài về R trong (bằng cách trừ đi độ dày t) rồi mới chọn khuôn — thêm bước tính toán và xác nhận là thêm thời gian và rủi ro sai sót.
Tiếp theo, đôi khi giá trị R trong tính ra không khớp với khuôn tiêu chuẩn đang có, dẫn đến phải đặt khuôn đặc biệt hoặc điều chỉnh thêm — chi phí tăng lên rõ rệt.
Cuối cùng, ảnh hưởng của springback (độ phục hồi sau uốn) và dung sai độ dày tấm sẽ khiến R ngoài thực tế khó kiểm soát chính xác, dễ phải làm lại.
Nguyên Tắc Trên Bản Vẽ
- Mặc định: Ký hiệu “R = X” trên bản vẽ tấm kim loại nghĩa là R trong
- Nếu cần R ngoài: Ghi rõ “R ngoài = X” hoặc thêm chú thích rõ ràng
- Cách hay nhất: Thêm ghi chú tổng quát trên bản vẽ “Tất cả R đều là R trong nếu không ghi chú khác”
Trong các dự án sản xuất hàng loạt, nên chuẩn hóa bộ giá trị R thường dùng trong nội bộ công ty — ví dụ: tấm 1,0 mm dùng R0,5; tấm 2,0 mm dùng R1,0. Điều này giúp thống nhất thiết kế và giảm thời gian trao đổi với xưởng.
Ba Lưu Ý Quan Trọng Khi Xác Định Bán Kính Uốn Tối Thiểu
Biết con số tối thiểu là một chuyện, nhưng áp dụng đúng trong thực tế lại đòi hỏi sự hiểu biết sâu hơn. Dưới đây là ba yếu tố mà kinh nghiệm thực tế cho thấy thường bị bỏ sót.
Độ Dày Tăng Thì R Cũng Phải Tăng Theo
Khi độ dày tấm tăng lên, chênh lệch biến dạng giữa mặt trong (bị nén) và mặt ngoài (bị kéo) trở nên lớn hơn. Nếu R không đủ lớn để bù đắp cho sự chênh lệch này, mặt ngoài vùng uốn sẽ bị kéo căng quá giới hạn đàn hồi và gãy vỡ.
Quy tắc thực hành: khi độ dày tăng gấp đôi, nên tăng R ít nhất 1,5 lần. Với chi tiết dày, nên bắt đầu thử nghiệm từ R lớn hơn rồi giảm dần nếu cần, thay vì bắt đầu từ giá trị tối thiểu.
Xử Lý Bề Mặt Ảnh Hưởng Đến Khả Năng Uốn
Một trong những điều tôi từng gặp khó khăn nhất là khi thiết kế chi tiết đã qua xử lý bề mặt trước khi uốn. Mạ niken, mạ crom hay các lớp phủ cứng đều làm giảm độ dẻo của bề mặt tấm, khiến vùng uốn dễ xuất hiện vết nứt li ti hơn nhiều.
Hướng xử lý: nếu chi tiết cần mạ hoặc xử lý bề mặt, nên tăng R lên khoảng 1,2 đến 1,5 lần so với giá trị tiêu chuẩn. Ngoài ra, với các chi tiết có yêu cầu ngoại quan cao, tránh để bề mặt thành phẩm nằm ở phía bên trong vùng uốn.
Luôn Xác Nhận Bằng Mẫu Thử Trước Khi Sản Xuất Hàng Loạt
Dù tính toán kỹ đến đâu, đặc tính cụ thể của từng lô vật liệu vẫn có thể biến động theo hướng cán, thành phần hóa học thực tế và quá trình xử lý tại nhà máy sản xuất. Điều này đặc biệt quan trọng với SUS304 và A5052.
Trước khi sản xuất hàng loạt, hãy yêu cầu xưởng làm mẫu thử với đúng vật liệu và cùng lô hàng sẽ dùng sản xuất. Nên ghi rõ hướng cán trên bản vẽ khi thiết kế chi tiết yêu cầu uốn gần với giá trị R tối thiểu. Và khi còn nghi ngờ, hãy tham khảo dữ liệu kỹ thuật từ nhà cung cấp vật liệu thay vì chỉ dựa vào bảng tra tiêu chuẩn chung.
Kết Luận – Thiết Kế Đúng R Từ Đầu Tiết Kiệm Rất Nhiều Chi Phí
Bán kính uốn tối thiểu không phải là con số tùy chọn — đây là thông số kỹ thuật có tác động trực tiếp đến chất lượng sản phẩm, chi phí gia công và tiến độ sản xuất. Chọn R quá nhỏ dẫn đến nứt vỡ và phải làm lại; chỉ định R ngoài thay vì R trong gây nhầm lẫn với xưởng và tăng chi phí không đáng có.
Tóm lại những điều cốt lõi cần nhớ: SPCC là vật liệu dễ uốn nhất, cho phép R nhỏ và linh hoạt trong thiết kế; SUS304 cứng hơn và nhạy cảm hơn, cần R lớn hơn và chú ý hướng cán; A5052 ở mức trung bình nhưng cần chú ý về ngoại quan khi uốn góc sắc; và luôn chỉ định R trong trên bản vẽ để giao tiếp chuẩn xác với xưởng gia công.
Đầu tư thời gian vào việc xác định đúng bán kính uốn ngay từ giai đoạn thiết kế là cách hiệu quả nhất để tránh những sự cố tốn kém ở giai đoạn sản xuất về sau.