
Bài viết được biên soạn bởi kỹ sư cơ khí BRSE, dựa trên dữ liệu thực tế từ catalog Misumi – nhằm truyền lại kiến thức lựa chọn vật liệu theo chi phí cho các thế hệ kỹ sư Việt Nam làm việc với bản vẽ và môi trường sản xuất Nhật Bản.
Trong thiết kế cơ khí, việc chọn đúng vật liệu không chỉ ảnh hưởng đến hiệu suất và độ bền của sản phẩm — mà còn tác động trực tiếp đến chi phí sản xuất, tính khả thi của dự án và khả năng cạnh tranh trên thị trường. Một kỹ sư giỏi không chỉ biết vật liệu nào tốt hơn, mà còn phải biết vật liệu nào phù hợp hơn xét theo chi phí tổng thể.
Bài viết này tổng hợp bảng so sánh giá thực tế của các vật liệu thường dùng trong thiết kế cơ khí — kim loại, nhựa kỹ thuật, cao su — dựa trên dữ liệu từ Misumi (tấm phay 6 mặt, kích thước 100mm × 100mm × 10mm, dung sai ±0.1mm, số lượng 1 chiếc). Đây là cơ sở tham khảo rất thực tế khi bắt đầu ước tính chi phí vật liệu trong giai đoạn thiết kế sơ bộ.
Bảng Giá So Sánh Vật Liệu Kim Loại
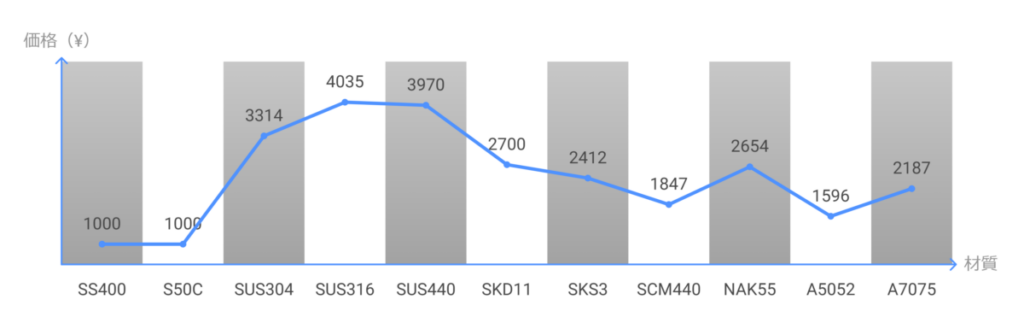
Dưới đây là bảng giá các vật liệu kim loại phổ biến, quy về cùng điều kiện gia công để so sánh tương đối:
| Vật liệu | Giá tham khảo (chưa VAT) |
|---|---|
| SS400 | ¥1.000 |
| S50C | ¥1.000 |
| A5052 (nhôm) | ¥1.596 |
| SCM440 | ¥1.847 |
| A7075 (nhôm cao cấp) | ¥2.187 |
| SKS3 | ¥2.412 |
| PX5 | ¥2.488 |
| NAK55 | ¥2.654 |
| SUS303 | ¥2.896 |
| SKD11 | ¥2.700 |
| SUS304 | ¥3.314 |
| SUS440C | ¥3.970 |
| SUS316 | ¥4.035 |
| SKH51 | ¥6.631 |
Nguồn: Misumi, tháng 02/2025
Thứ tự chi phí tăng dần: SS400 = S50C < A5052 < SCM440 < A7075 < SKS3 < NAK55 < SKD11 < SUS304 < SUS440C < SUS316 < SKH51
Một vài điểm đáng chú ý từ bảng trên: SS400 và S50C có giá ngang nhau ở mức thấp nhất — đây là lý do chúng được dùng làm vật liệu nền cho khung, kết cấu chịu lực thông thường. Nhôm A5052 chỉ đắt hơn khoảng 1,5 lần so với thép thường, trong khi SUS304 đã đắt hơn đến hơn 3 lần. Đây là con số quan trọng cần ghi nhớ khi ra quyết định chọn vật liệu cho các chi tiết tiếp xúc môi trường.
Bảng Giá So Sánh Vật Liệu Nhựa Kỹ Thuật
| Vật liệu | Giá tham khảo (chưa VAT) |
|---|---|
| MC Nylon | ¥2.220 |
| POM (Polyacetal) | ¥2.360 |
| PPS | ¥6.730 |
| PEEK | ¥12.220 |
Thứ tự chi phí: MC Nylon < POM < PPS < PEEK
PEEK đắt gần gấp 6 lần so với MC Nylon hay POM. Đây là lý do PEEK chỉ được chỉ định khi thực sự cần thiết — môi trường nhiệt độ cao, tiếp xúc hóa chất mạnh, hoặc yêu cầu độ bền cơ học đặc biệt. Với các chi tiết trượt, bánh dẫn, bạc lót thông thường thì POM hay MC Nylon là lựa chọn hợp lý hơn nhiều về mặt chi phí.
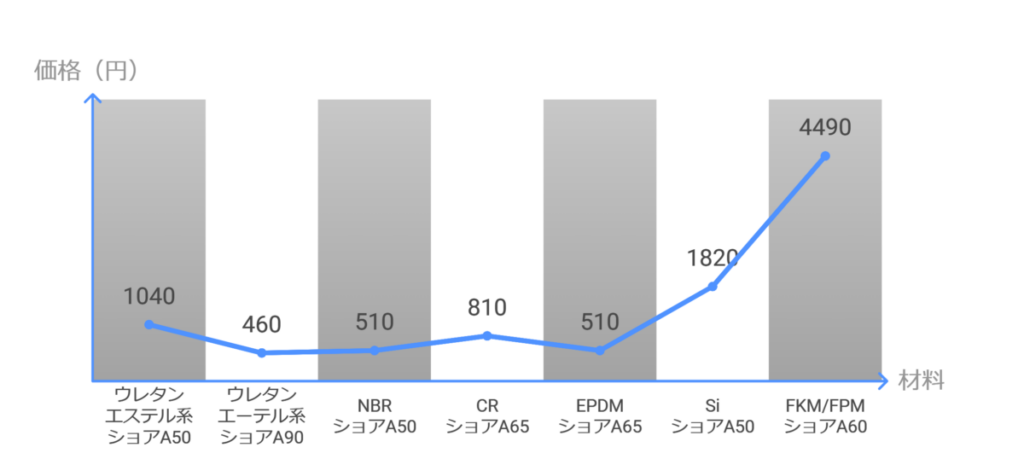
Bảng Giá So Sánh Vật Liệu Cao Su
(Tấm 100mm × 100mm × 10mm, số lượng 1)
| Vật liệu | Độ cứng Shore A | Giá tham khảo |
|---|---|---|
| Urethane Ether (UTHE) | A90 | ¥460 |
| Nitrile NBR | A50~A70 | ¥510 – ¥700 |
| EPDM | A65 | ¥510 |
| Chloroprene CR | A60~A65 | ¥510 – ¥810 |
| Urethane Ester | A50~A70 | ¥1.040 |
| Silicone Si | A50~A70 | ¥1.820 |
| Fluorocarbon FKM | A60~A80 | ¥4.080 – ¥4.490 |
Thứ tự chi phí: Urethane Ether < NBR = EPDM < CR < Urethane Ester < Silicone < FKM
FKM (cao su fluor) đắt gần 10 lần so với NBR hay EPDM — hoàn toàn có lý khi xét đến khả năng chịu dầu, chịu nhiệt và chịu hóa chất vượt trội. Nhưng nếu môi trường làm việc không đòi hỏi các tính năng đó, dùng FKM là lãng phí ngân sách thiết kế.
Vật Liệu Nhựa Trong Suốt: Bảng Giá Tham Khảo Riêng
(Tấm 1000mm × 1000mm × 5mm — điều kiện khác với bảng trên)
| Vật liệu | Giá tham khảo |
|---|---|
| PET | ¥9.070 |
| PVC (nhựa vinyl) | ¥11.520 |
| Polycarbonate (PC) | ¥17.160 |
| Acrylic (PMMA) | ¥17.620 |
Khi cần làm vỏ bảo vệ trong suốt hay cửa quan sát cho thiết bị, PET là lựa chọn tiết kiệm nhất. Polycarbonate và Acrylic có giá gần nhau nhưng khác nhau về tính chất — PC chịu va đập tốt hơn, Acrylic có độ trong và độ bóng bề mặt cao hơn.
Nguyên Tắc Phối Hợp Vật Liệu Để Tối Ưu Chi Phí Tổng Thể
Sai lầm phổ biến nhất của kỹ sư mới vào nghề là nhìn vào giá vật liệu rồi kết luận ngay “chọn cái rẻ hơn”. Thực tế, chi phí vật liệu chỉ là một phần trong chi phí tổng thể. Chi phí gia công, bảo trì, thay thế và tuổi thọ sản phẩm đều phải được tính vào.
Dùng Đúng Vật Liệu Đúng Vị Trí
Nguyên tắc cơ bản: vị trí chịu ứng suất cao hoặc yêu cầu đặc biệt thì dùng vật liệu cao cấp — các vị trí còn lại thì dùng vật liệu phổ thông. Ví dụ điển hình: khung máy dùng SS400, bề mặt trượt hoặc chịu mài mòn dùng S50C hoặc SKD11.
Chi Phí Gia Công Có Thể Đảo Ngược Kết Luận
Đôi khi vật liệu rẻ hơn lại tốn nhiều thời gian gia công hơn, khiến chi phí tổng thực ra cao hơn. Ví dụ: S50C có tính cắt gọt tốt hơn SS400, nên trong một số trường hợp việc chọn S50C dù giá ngang nhau lại giúp tiết kiệm thời gian gia công và giảm chi phí nhân công.
Phối Hợp Nhiều Vật Liệu Trong Một Chi Tiết
Kỹ thuật “dị vật liệu ghép” rất phổ biến trong sản xuất Nhật Bản: dùng thân trục S50C, sau đó ép lồng bạc SKD11 tại vùng chịu mài mòn. Chi phí vật liệu tổng thể thấp hơn nhiều so với làm toàn bộ bằng SKD11, trong khi hiệu quả chống mài mòn vẫn được đảm bảo.
Xử Lý Bề Mặt Như Một Giải Pháp Thay Thế
Thay vì nâng cấp vật liệu, đôi khi chỉ cần xử lý bề mặt là đủ. Thấm carbon (carburizing) cho SS400 có thể tăng đáng kể độ cứng bề mặt mà không cần chuyển sang SKD11. SUS304 với bề mặt tự nhiên giúp loại bỏ hoàn toàn chi phí sơn và bảo dưỡng lớp phủ so với dùng thép thường.
Tận Dụng Kích Thước Tiêu Chuẩn Trên Thị Trường
Một điểm rất thực tế: nếu thiết kế chi tiết theo đúng kích thước tiêu chuẩn có sẵn trên thị trường (ví dụ kích thước tấm chuẩn của SUS304), sẽ không cần đặt gia công đặc biệt — tiết kiệm đáng kể cả thời gian lẫn chi phí. Đây là thói quen thiết kế mà kỹ sư Nhật rất chú trọng, và là điều kỹ sư BRSE Việt Nam nên học hỏi từ sớm.
Ví Dụ Thực Tế Từ Các Lĩnh Vực Sản Xuất
Để dễ hình dung hơn, dưới đây là một số ví dụ áp dụng thực tế:
Trong thiết bị sản xuất công nghiệp: khung kết cấu chính dùng SS400, các bề mặt trượt hoặc chốt định vị dùng S50C hoặc SKD11, vùng tiếp xúc với môi trường ăn mòn dùng SUS304.
Trong máy thực phẩm: tất cả bề mặt tiếp xúc trực tiếp với thực phẩm bắt buộc dùng SUS304 (theo tiêu chuẩn vệ sinh), phần khung bên ngoài không tiếp xúc thực phẩm có thể dùng SS400 để giảm chi phí.
Trong khuôn mẫu và đồ gá: giai đoạn thử nghiệm và chạy thử dùng NAK55 (thép prehardened dễ gia công), khi chuyển sang sản xuất hàng loạt thì thay bằng SKD11 có độ cứng và tuổi thọ cao hơn.
Trong cơ cấu truyền động: trục chính dùng S50C, tại vùng đầu trục chịu mài mòn có thể lắp thêm bạc SKS3 để kéo dài tuổi thọ mà không cần làm toàn trục bằng vật liệu đắt tiền.
Kết Luận
Nắm được mức giá tương đối của các vật liệu là kỹ năng không thể thiếu trong giai đoạn thiết kế sơ bộ. Không phải vật liệu đắt hơn là tốt hơn — mà vật liệu phù hợp với yêu cầu chức năng và ngân sách mới là lựa chọn đúng của một kỹ sư có kinh nghiệm.
Trong môi trường làm việc với đối tác Nhật Bản, khả năng lý giải được lý do chọn vật liệu — kể cả về chi phí — là tiêu chí đánh giá năng lực quan trọng. Một kỹ sư BRSE giỏi không chỉ vẽ đúng, mà còn phải thiết kế được sản phẩm vừa đạt yêu cầu kỹ thuật vừa tối ưu được chi phí sản xuất.