Trong thiết kế cơ khí, dung sai lắp ghép (はめあい公差 – Hameai Kōsa) là một trong những kiến thức nền tảng nhưng lại cực kỳ quan trọng. Chỉ cần hiểu sai ký hiệu H7, h6, g6 hay p6 là có thể dẫn đến sản phẩm không lắp được, hoặc ngược lại — lắp vào rồi không tháo ra được. Đó là thực tế mà bất kỳ kỹ sư cơ khí nào làm việc với bản vẽ kỹ thuật đều phải trải qua.
Bài viết này sẽ giải thích toàn bộ khái niệm về dung sai lắp ghép theo tiêu chuẩn ISO/JIS, từ ý nghĩa ký hiệu, phân loại kiểu lắp, đến cách lựa chọn và tầm quan trọng của việc quản lý theo quy chuẩn.
Dung Sai Lắp Ghép Là Gì? – Khái Niệm Cơ Bản
Lắp ghép (Hameai) là khái niệm mô tả mức độ “khít” hay “lỏng” khi lắp hai chi tiết lại với nhau — điển hình nhất là trục (shaft) và lỗ (hole). Dung sai lắp ghép chính là dải kích thước cho phép của từng chi tiết nhằm đảm bảo chúng phối hợp đúng chức năng sau khi lắp ráp.
Nếu dung sai được đặt không phù hợp, sẽ xảy ra một trong các vấn đề sau:
Lắp ráp khó khăn hoặc không thể lắp được do chi tiết quá chặt.
Xuất hiện độ rơ (backlash) khi vận hành do chi tiết quá lỏng.
Mòn nhanh và giảm tuổi thọ máy do không kiểm soát được khe hở.
Hiểu và áp dụng đúng dung sai lắp ghép giúp đảm bảo hiệu suất, độ bền, và độ tin cậy của toàn bộ hệ thống cơ khí.
Ý Nghĩa Ký Hiệu Dung Sai Lắp Ghép – H7, h6, g6, p6
Theo tiêu chuẩn quốc tế ISO và tiêu chuẩn Nhật Bản JIS (cụ thể là JIS B 0401 tương đương ISO 286), dung sai lắp ghép được biểu diễn bằng tổ hợp chữ cái + số. Cách đọc ký hiệu này như sau:
Chữ Hoa vs. Chữ Thường – Lỗ và Trục
Đây là quy tắc đầu tiên và quan trọng nhất:
Chữ HOA (H, G, K, M, P…) → biểu thị dung sai của LỖ (hole)
Chữ thường (h, g, k, m, p…) → biểu thị dung sai của TRỤC (shaft)
Ví dụ: H7 là dung sai lỗ, h6 là dung sai trục. Cách nhớ đơn giản: lỗ to hơn trục, chữ hoa to hơn chữ thường.
Cấu Trúc Ký Hiệu
Mỗi ký hiệu dung sai gồm 2 phần:
Vị trí dung sai (chữ cái): cho biết kích thước thực tế nằm ở phía nào so với kích thước danh nghĩa.
Cấp dung sai (số): cho biết độ chính xác (dải dung sai rộng hay hẹp).
Ví dụ:
H7: Lỗ, vị trí H, cấp 7
g6: Trục, vị trí g, cấp 6
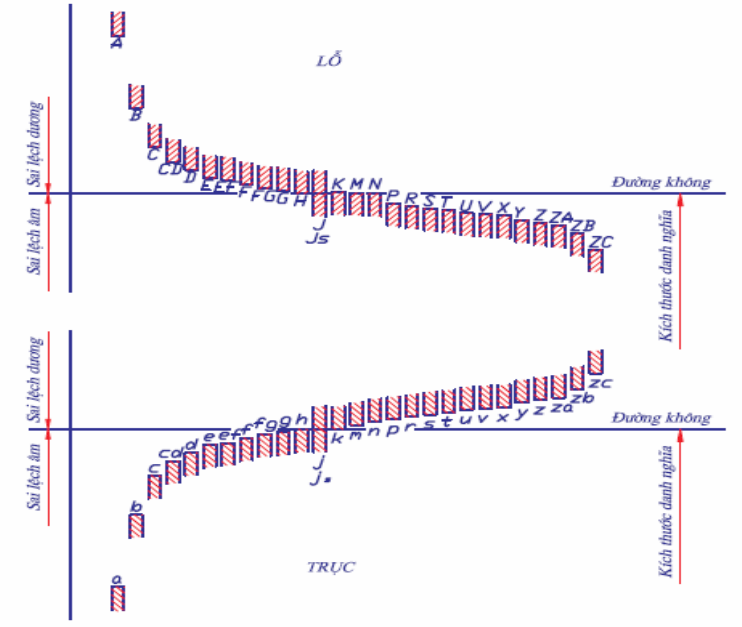
Ý Nghĩa Chữ Cái (Vị Trí Dung Sai)
Đối với lỗ (chữ HOA):
H: Kích thước tối thiểu của lỗ bằng đúng kích thước danh nghĩa → sai lệch chỉ theo hướng tăng (lỗ chỉ có thể to hơn hoặc bằng danh nghĩa). Đây là gốc chuẩn của hệ lỗ.
G, F, E…: Lỗ nhỏ hơn danh nghĩa — thường dùng trong lắp chặt.
J, K, M…: Lỗ lớn hơn danh nghĩa — thường dùng trong lắp trung gian hoặc lắp dôi.
Đối với trục (chữ thường):
h: Kích thước tối đa của trục bằng đúng kích thước danh nghĩa → sai lệch chỉ theo hướng giảm (trục chỉ có thể nhỏ hơn hoặc bằng danh nghĩa). Đây là gốc chuẩn của hệ trục.
g, f, e…: Trục nhỏ hơn danh nghĩa.
j, k, m, p…: Trục lớn hơn danh nghĩa — dùng trong lắp chặt hoặc ép.
Cách nhớ: H (h) là điểm gốc. Đi về phía đầu bảng chữ cái (A, B, C…) thì kích thước lệch nhiều hơn; đi về cuối (K, M, P…) thì kích thước tăng dần so với danh nghĩa.
Ý Nghĩa Con Số (Cấp Dung Sai IT)
Số đi kèm chữ cái là cấp dung sai IT (International Tolerance). Số càng nhỏ, độ chính xác càng cao:
IT5: Độ chính xác rất cao — dùng cho dụng cụ đo, thiết bị chính xác.
IT6 – IT7: Độ chính xác cao — phổ biến trong chi tiết máy thông thường.
IT8 – IT11: Độ chính xác trung bình — phù hợp các bộ phận cơ khí thông dụng.
IT12 – IT14: Độ chính xác thấp — dùng cho chi tiết gia công thô.
Phân Loại Kiểu Lắp – Ba Nhóm Chính
Tùy vào tổ hợp dung sai lỗ và trục, lắp ghép được chia thành 3 loại:
Lắp Lỏng (Clearance Fit – すきまばめ)
Đây là kiểu lắp mà lỗ luôn lớn hơn trục, tức là luôn tồn tại khe hở giữa hai chi tiết sau khi lắp.
Dùng khi: Chi tiết cần chuyển động tương đối (quay, trượt), hoặc cần tháo lắp thường xuyên.
Ví dụ phổ biến: H7/g6, H8/f7
Đây là kiểu lắp phổ biến nhất trong thiết kế cơ khí thông thường. Trên thị trường Nhật Bản, thanh trục đã mài sẵn theo dung sai g6 rất dễ mua và có nhiều kích cỡ.
Lắp Trung Gian (Transition Fit – 中間ばめ)
Kiểu lắp này nằm giữa lắp lỏng và lắp chặt. Tùy dung sai thực tế của từng chi tiết, có thể có khe hở nhỏ hoặc độ dôi nhỏ.
Dùng khi: Cần định vị chính xác nhưng vẫn có thể tháo ra khi cần.
Ví dụ phổ biến: H7/m6, H7/js6
Lắp Chặt (Interference Fit – しまりばめ)
Kiểu lắp này có trục luôn lớn hơn lỗ, tức là sau khi lắp sẽ có lực ép giữa hai bề mặt. Để lắp được phải dùng lực ép hoặc phương pháp nhiệt (gia nhiệt lỗ hoặc làm lạnh trục).
Dùng khi: Cần lực cố định lớn, không cho phép chi tiết xê dịch khi làm việc.
Ví dụ phổ biến: H7/p6
Ví Dụ Cụ Thể: H7/h6 và H7/p6
H7/h6 – Lắp Lỏng Tiêu Chuẩn
Đây là tổ hợp phổ biến nhất trong thiết kế cơ khí Nhật Bản:
Lỗ H7: kích thước tối thiểu bằng danh nghĩa, chỉ được phép lớn hơn.
Trục h6: kích thước tối đa bằng danh nghĩa, chỉ được phép nhỏ hơn.
Kết quả: Khe hở tối thiểu là 0, khe hở tối đa được kiểm soát chặt chẽ → lắp ráp dễ dàng, có thể tháo ra được.
Ứng dụng: ổ trượt, trục dẫn hướng, các vị trí cần trượt nhẹ.
H7/p6 – Lắp Ép Phổ Biến
Lỗ H7: như trên.
Trục p6: kích thước lớn hơn danh nghĩa theo hướng dương → trục to hơn lỗ → phải ép vào.
Kết quả: Độ dôi đảm bảo cố định chắc chắn, không cần bulông hay chốt bổ sung.
Ứng dụng: ép ổ lăn vào trục, lắp bánh răng với trục, các vị trí cần truyền moment lớn.
Lưu ý từ thực tế thiết kế: Lỗ thường được ưu tiên giữ cố định ở H7, còn trục được điều chỉnh dung sai theo yêu cầu. Lý do là gia công lỗ khó và tốn kém hơn gia công trục — phải dùng dao cụ chuyên dụng, kiểm tra khó hơn. Thống nhất dung sai lỗ là H7 giúp tiết kiệm chi phí và ổn định chất lượng sản xuất.
Cách Lựa Chọn Dung Sai Lắp Ghép Phù Hợp
Khi lựa chọn kiểu lắp ghép cho một vị trí cụ thể, cần xem xét các yếu tố sau:
Mục Đích Sử Dụng và Chức Năng
Chi tiết có cần chuyển động không? Quay, trượt hay cố định hoàn toàn? Trả lời câu hỏi này trước khi chọn dung sai. Chuyển động → ưu tiên lắp lỏng; cố định → xem xét lắp chặt hoặc trung gian.
Yêu Cầu Lắp Ráp Tại Xưởng
Nếu chi tiết cần tháo ra định kỳ để bảo trì, tuyệt đối không dùng lắp ép. Cần phối hợp với tổ lắp ráp ngay từ giai đoạn thiết kế — đây là điểm thường bị bỏ qua nhưng gây ra nhiều vấn đề thực tế nhất.
Cấp Độ Chính Xác Yêu Cầu
Càng chính xác thì chi phí gia công càng cao. Cấp IT5 hay IT6 chỉ nên dùng khi thực sự cần thiết. Không nên “dư an toàn” bằng cách đặt dung sai quá chặt — điều đó chỉ tăng chi phí mà không cải thiện chức năng.
Vật Liệu và Môi Trường Làm Việc
Hệ số giãn nở nhiệt của vật liệu ảnh hưởng trực tiếp đến khe hở thực tế khi máy hoạt động. Trục thép trong lỗ nhôm sẽ có hành vi rất khác ở nhiệt độ cao. Cần tính toán khe hở ở nhiệt độ vận hành, không chỉ ở nhiệt độ phòng khi lắp ráp.
Tầm Quan Trọng Của Quản Lý Dung Sai Theo Quy Chuẩn ISO/JIS
Lợi Ích Khi Tuân Thủ Tiêu Chuẩn
Việc sử dụng các tổ hợp dung sai theo tiêu chuẩn mang lại nhiều lợi ích cụ thể:
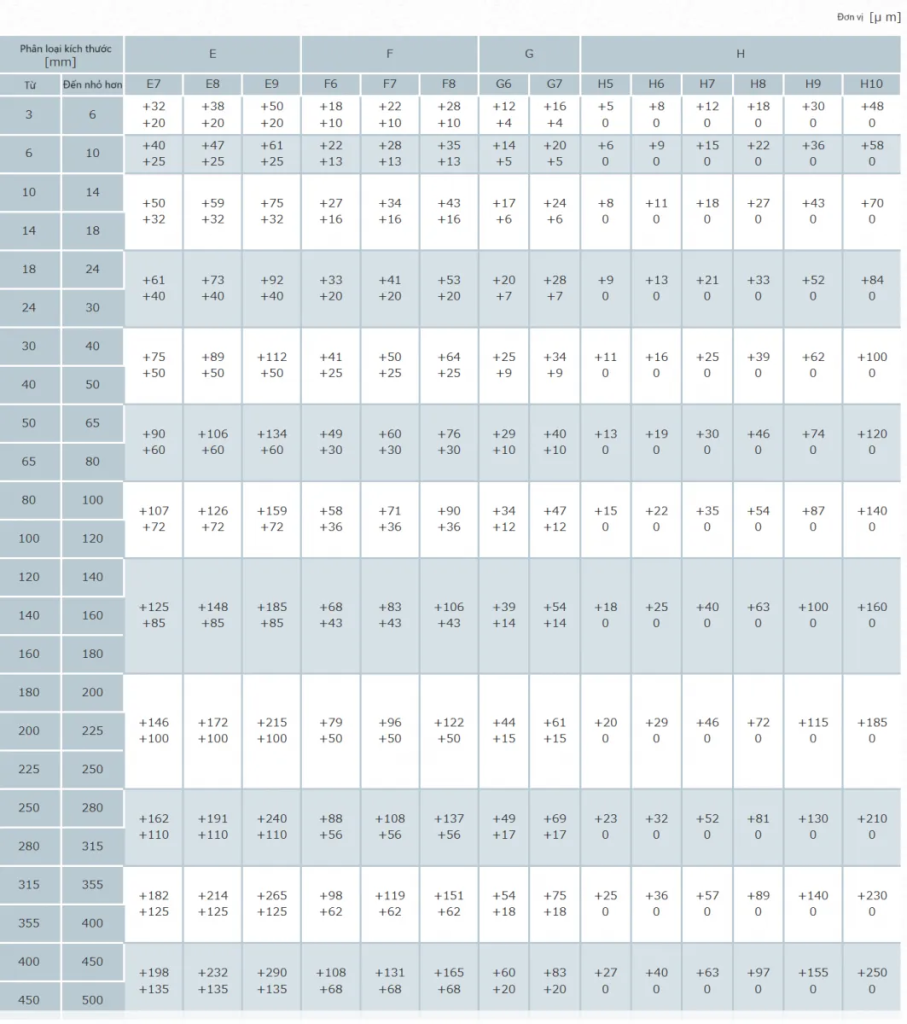
Thiết kế nhanh hơn: Không cần tính toán lại từ đầu. Tra bảng tiêu chuẩn JIS B 0401 là có ngay giá trị dung sai cho từng kích thước danh nghĩa.
Gia công dễ hơn, chi phí thấp hơn: Nhà gia công sử dụng được dao cụ tiêu chuẩn, không cần đặt hàng đặc biệt. Chi tiết thương mại (trục mài sẵn, ổ lăn tiêu chuẩn) đều tương thích.
Chất lượng ổn định: Các giá trị tiêu chuẩn được đúc kết từ kinh nghiệm sản xuất lâu dài, ít rủi ro phát sinh vấn đề bất ngờ.
Giao tiếp rõ ràng giữa thiết kế và sản xuất: Ghi “H7/h6” trên bản vẽ là đủ để cả bên thiết kế lẫn bên gia công hiểu ngay — không cần giải thích thêm. Đây đặc biệt quan trọng khi làm việc với đối tác Nhật Bản.
Rủi Ro Khi Không Tuân Thủ Tiêu Chuẩn
Đặt dung sai ngoài tiêu chuẩn có thể dẫn đến:
Lỗi tính toán trong quá trình thiết kế: Tự đặt dung sai dễ nhầm lẫn, đặc biệt khi phải xem xét dung sai tích lũy trong cụm nhiều chi tiết.
Chi phí gia công tăng vọt: Gia công đặc biệt theo dung sai không tiêu chuẩn thường đắt gấp nhiều lần.
Nguy cơ sản phẩm lỗi: Chi tiết không lắp được sau khi gia công xong — phế phẩm tốn kém.
Những Điểm Kỹ Sư Cơ Khí Cần Nắm Vững
Tổng hợp lại, đây là những điểm cốt lõi mà một kỹ sư cơ khí — dù là người mới vào nghề hay đã có kinh nghiệm — cần ghi nhớ khi làm việc với dung sai lắp ghép:
Thứ nhất, nhớ quy tắc chữ hoa/chữ thường: HOA = lỗ, thường = trục. Đây là nền tảng để đọc bất kỳ bản vẽ Nhật Bản nào.
Thứ hai, H và h là gốc chuẩn. H7 là dung sai lỗ phổ biến nhất; h6 là dung sai trục phổ biến nhất. Nếu không biết chọn gì, hãy bắt đầu từ đây rồi điều chỉnh theo yêu cầu.
Thứ ba, ưu tiên thống nhất dung sai lỗ (giữ lỗ là H7, thay đổi dung sai trục theo mục đích). Điều này giúp giảm chi phí gia công và đơn giản hóa kiểm tra chất lượng.
Thứ tư, không bao giờ quyết định dung sai chỉ trên bản vẽ. Hãy trao đổi với tổ lắp ráp và nhà gia công trước khi chốt thông số — thực tế xưởng sẽ cho bạn góc nhìn mà bàn thiết kế không thể có.
Kết Luận
Dung sai lắp ghép là kiến thức nền tảng nhưng có tác động trực tiếp đến chất lượng sản phẩm, chi phí sản xuất và hiệu quả vận hành của máy móc. Hiểu đúng ký hiệu H7, h6, g6, p6 và biết cách lựa chọn phù hợp với từng tình huống là kỹ năng mà mọi kỹ sư cơ khí — đặc biệt là BRSE làm việc với khách hàng Nhật Bản — cần phải nắm vững.
Hy vọng bài viết này trở thành tài liệu tham khảo hữu ích cho các kỹ sư Việt Nam trong hành trình làm chủ kiến thức kỹ thuật cơ khí từ nguồn tài liệu Nhật Bản.