Trong thiết kế cơ khí, có một câu hỏi mà tôi đã phải tự hỏi đi hỏi lại không biết bao nhiêu lần khi mới vào nghề: “Làm thế nào để hai chi tiết lắp ghép với nhau mà không bị lệch tâm, không bị trượt, nhưng vẫn dễ tháo lắp?” Và câu trả lời mà tôi tìm ra sau nhiều lần mày mò, thử sai, sửa bản vẽ đến mòn tay chính là: định vị bằng Inro.
Bài viết này tổng hợp toàn bộ kiến thức về Inro mà tôi đã tích lũy trong quá trình làm việc thực tế — từ định nghĩa cơ bản, phân loại kết cấu, dung sai lắp ghép, cho đến những lưu ý thiết kế mà nếu không ai nói thì bạn sẽ phải tự vấp ngã mới hiểu.
Inro Là Gì? Định Nghĩa Và Vai Trò Trong Thiết Kế Cơ Khí
Định nghĩa cơ bản của Inro
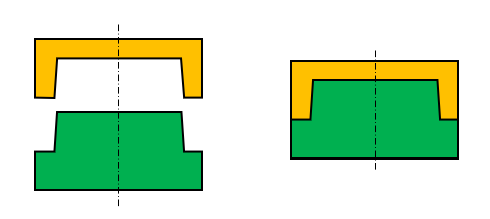
Inro (インロー) là thuật ngữ trong thiết kế cơ khí Nhật Bản, dùng để chỉ kết cấu định vị kiểu lồng ghép — trong đó phần lồi (boss/convex) của chi tiết này được cắm khít vào phần lõm (hốc/concave) của chi tiết kia. Hình dạng phổ biến nhất là hình trụ tròn, mặc dù cũng có các dạng khác tùy yêu cầu.
Nếu diễn đạt một cách trực quan hơn: Inro giống như cái nắp hộp cơm Nhật truyền thống — phần thân và nắp ăn khít nhau hoàn toàn nhờ hình dạng, không cần thêm bất kỳ yếu tố nào khác để giữ vị trí.
Đây là phương pháp định vị dựa trên lắp ghép (fitting), chứ không phải cố định. Điều đó có nghĩa là Inro chịu trách nhiệm xác định vị trí chính xác, còn bu lông, chốt hoặc hàn mới là thứ giữ cố định.
Tại sao cần dùng Inro trong thiết kế?
Tôi nhớ lại lần đầu tiên thiết kế một mảng lắp ghép mà không có Inro. Chúng tôi dùng bulong M8 để cố định hai tấm thép với nhau, tưởng rằng đủ. Nhưng sau vài ngày vận hành, cụm chi tiết bắt đầu trượt nhẹ — không phải do bu lông lỏng, mà do bu lông vốn không được thiết kế để chịu lực cắt theo phương nằm ngang. Đó là bài học đắt giá dạy tôi phải tôn trọng Inro.
Inro được sử dụng vì những lý do sau:
- Đảm bảo độ chính xác định vị giữa các chi tiết
- Ngăn lệch tâm trong quá trình lắp ráp
- Hỗ trợ căn chỉnh tâm trục hoặc vị trí bu lông
- Làm dẫn hướng trong quá trình hàn, dán keo, bắt vít
- Phân tán ứng suất bằng cách tăng diện tích tiếp xúc, giảm tập trung ứng suất
Các Loại Kết Cấu Inro Phổ Biến
Inro trụ tròn (円筒インロー)
Đây là dạng thông dụng nhất và là lựa chọn đầu tiên khi tôi thiết kế cụm định vị. Cấu trúc gồm boss hình trụ và hốc hình tròn tương ứng. Dung sai lắp ghép thường áp dụng theo tiêu chuẩn H7/h6 hoặc H7/g6, vừa đảm bảo độ chính xác cao, vừa dễ lắp bằng tay hoặc búa cao su nhẹ.
Ưu điểm lớn nhất là gia công đơn giản, dễ kiểm tra bằng đồng hồ so (dial gauge), và cho phép tháo lắp nhiều lần mà không ảnh hưởng đến độ chính xác.
Inro có bậc (段付きインロー)
Dạng này có thêm bậc thang trên bề mặt tiếp xúc, cho phép định vị đồng thời theo cả chiều ngang lẫn chiều dọc (chiều cao). Nếu bạn cần kiểm soát cả 6 bậc tự do của chi tiết thì đây là lựa chọn đáng cân nhắc.
Tôi đã dùng kiểu này trong một dự án chế tạo vỏ thiết bị điện tử, khi yêu cầu độ kín khít giữa hai mảnh vỏ rất cao. Kết cấu bậc giúp loại bỏ hoàn toàn khe hở theo chiều cao mà không cần dung sai quá chặt.
Inro kết hợp rãnh then (キー溝付きインロー)
Khi muốn giới hạn thêm một bậc tự do (ví dụ ngăn xoay), rãnh then được gia công thêm vào kết cấu Inro. Đây là giải pháp phổ biến trong các cụm truyền động có yêu cầu chống xoay, hoặc khi cần định hướng chi tiết theo một góc lắp nhất định.
Inro Không Chỉ Là Định Vị — Còn Chịu Được Lực Cắt Và Mô-men Xoắn
Đây là điều mà nhiều kỹ sư mới vào nghề hay bỏ qua, và tôi cũng từng vậy. Inro không chỉ là “hốc và boss để định vị”, mà trong thiết kế khéo léo, nó còn đóng vai trò chịu tải cơ học nghiêm túc.
Chịu lực cắt (Shear Load)
Lực cắt là lực tác dụng song song với mặt tiếp xúc — ví dụ tấm trên bị đẩy ngang so với tấm dưới. Nếu chỉ dùng bu lông, lực cắt này sẽ tác động trực tiếp lên thân bu lông — điều mà các tiêu chuẩn thiết kế khuyến cáo nên tránh.
Khi có Inro, bề mặt tiếp xúc của boss và hốc sẽ tiếp nhận toàn bộ lực cắt, bu lông lúc này chỉ cần làm nhiệm vụ kẹp chặt (clamp) chứ không cần chịu cắt. Điều này cải thiện đáng kể tuổi thọ và độ an toàn của mối ghép.
Truyền mô-men xoắn (Torque)
Trong các cụm motor, hộp giảm tốc, hay mặt bích (flange), nếu chỉ dựa vào lực ma sát của bu lông để chống xoay — đó là thiết kế rủi ro. Đặc biệt khi có rung động, sự co giãn nhiệt hay chu kỳ tải thay đổi, bu lông có thể bị nới lỏng dần.
Inro giải quyết vấn đề này bằng cách để bề mặt boss tiếp xúc trực tiếp với thành hốc theo phương tiếp tuyến, từ đó truyền hoặc chặn mô-men xoắn một cách cơ học, không phụ thuộc vào lực ma sát.
Bảng so sánh: Inro vs Chốt định vị (Knock Pin)
| Tiêu chí | Inro (Boss) | Chốt định vị |
|---|---|---|
| Độ chính xác định vị | Trung bình – Cao | Rất cao |
| Khả năng chịu lực cắt | Tốt (tiếp xúc mặt) | Hạn chế (tiếp xúc đường) |
| Truyền mô-men xoắn | Được (đặc biệt dạng trụ) | Không |
| Dễ tháo lắp | Linh hoạt theo dung sai | Thường cứng hơn |
Chốt định vị phù hợp khi cần độ chính xác vị trí cực cao; Inro phù hợp hơn khi cần chịu lực đồng thời với định vị.
Dung Sai Lắp Ghép Và Khe Hở Trong Thiết Kế Inro
Đây là phần mà tôi phải mất khá nhiều thời gian mới thực sự hiểu ra giá trị thực tế. Dung sai không chỉ là con số trên bản vẽ — nó quyết định cả trải nghiệm lắp ráp lẫn hiệu năng vận hành.
Lắp lỏng (Clearance fit) — H7/g6, H7/h6
Phù hợp khi cần lắp bằng tay dễ dàng, tháo ra nhanh chóng. Độ chính xác định vị ở mức chấp nhận được cho hầu hết ứng dụng. Đây là lựa chọn mặc định của tôi khi không có yêu cầu đặc biệt.
Lắp trung gian (Transition fit) — H7/m6, H7/n6
Cần búa nhựa hoặc dụng cụ nhẹ để lắp, nhưng bù lại cho độ chính xác cao và gần như không có khe hở. Lý tưởng cho các cụm yêu cầu căn chỉnh chính xác mà vẫn có thể tháo ra khi bảo dưỡng.
Lắp căng (Interference fit) — H7/p6, H7/s6
Phải dùng máy ép hoặc nung nóng để lắp. Sau khi lắp, gần như không thể tháo ra mà không phá hủy. Dùng cho các vị trí cần độ cứng vững cao, chống xoay tuyệt đối, hoặc không có nhu cầu bảo dưỡng định kỳ.
Lời khuyên từ thực tế: Nên thiết kế một phía Inro theo lắp định vị, phía còn lại có thêm khe hở nhỏ để tránh biến dạng khi lắp ghép và giúp công nhân lắp ráp dễ thao tác hơn.
Ứng Dụng Thực Tế Của Inro Trong Công Nghiệp
Lắp motor và tấm đế
Phần boss của motor được cắm vào lỗ trên tấm đế, sau đó mới bắt bu lông. Cách này ngăn lệch tâm trục quay ngay từ bước lắp ráp, không cần căn chỉnh thêm. Đây là một trong những ứng dụng Inro kinh điển nhất.
Vỏ thiết bị chính xác
Trong sản xuất thiết bị điện tử, quang học, hay y tế, hai mảnh vỏ thường được thiết kế có Inro để ăn khớp hoàn toàn trước khi vặn vít. Điều này vừa chuẩn hóa thao tác lắp ráp, vừa giảm tỷ lệ lỗi do căn chỉnh sai.
Gá hàn và tiền xử lý dán keo
Inro được dùng như dẫn hướng tạm thời trước khi hàn hoặc dán, giúp giữ đúng vị trí trong suốt quá trình liên kết. Điều này giảm đáng kể sự phụ thuộc vào đồ gá phức tạp.
Những Lưu Ý Thiết Kế Không Thể Bỏ Qua
Quản lý dung sai và độ nhám bề mặt
Inro chịu ảnh hưởng trực tiếp từ dung sai gia công. Với các vị trí yêu cầu độ chính xác cao, cần chỉ định gia công mài (grinding) và ghi rõ độ nhám bề mặt Ra trên bản vẽ. Đừng để mặc định cho xưởng gia công tự quyết định.
Cân nhắc giãn nở nhiệt
Khi Inro ghép hai vật liệu khác nhau — ví dụ nhôm với thép — hệ số giãn nở nhiệt chênh lệch sẽ làm khe hở thay đổi theo nhiệt độ. Ở nhiệt độ cao, lắp lỏng có thể trở thành khe hở lớn mất định vị; ở nhiệt độ thấp, lắp căng có thể gây nứt. Cần tính toán kỹ dựa trên phạm vi nhiệt độ vận hành thực tế.
Đảm bảo tính phù hợp với quy trình lắp ráp
Một bản vẽ đẹp nhưng công nhân không lắp được thì vô nghĩa. Hãy thiết kế thêm vát cạnh (chamfer) hoặc góc dẫn (lead-in) ở đầu boss để dễ đưa vào hốc. Từ 15° đến 30° là góc vát thực tế thường dùng.
Tách biệt chức năng định vị và cố định
Đây là nguyên tắc thiết kế quan trọng: Inro làm nhiệm vụ định vị, bu lông/chốt làm nhiệm vụ cố định. Không nên gộp hai chức năng vào một chi tiết — khi cần bảo dưỡng hay thay thế sẽ rất khó xử lý.
So Sánh Inro Với Các Phương Pháp Định Vị Khác
| Phương pháp | Độ chính xác | Tháo lắp | Mức độ sử dụng |
|---|---|---|---|
| Inro | Cao | Tốt | Rất phổ biến |
| Chốt định vị | Rất cao | Trung bình | Phổ biến |
| Chốt dẫn hướng (Dowel) | Trung bình | Tốt | Một số ứng dụng |
| Lắp ghép gia công trực tiếp | Thấp | — | Không khuyến cáo |
Inro nổi bật ở sự cân bằng giữa độ chính xác và khả năng tháo lắp, đặc biệt phù hợp cho sản xuất hàng loạt hoặc các cụm cần bảo dưỡng định kỳ.
Tổng Kết
Qua nhiều năm làm thiết kế cơ khí, tôi có thể khẳng định: Inro không phải chỉ là “một cái lỗ và một cái boss”. Đó là sự kết tinh của tư duy thiết kế — từ kiểm soát dung sai, lựa chọn vật liệu, phân tích lực, đến tối ưu hóa quy trình lắp ráp.
Những điểm cốt lõi cần nhớ:
- Inro định vị bằng hình dạng, không phải bằng lực ma sát
- Nó có thể chịu lực cắt và mô-men xoắn nếu thiết kế đúng
- Dung sai lắp ghép phải được tính toán kỹ, cân nhắc đến nhiệt độ và vật liệu
- Luôn tách biệt chức năng định vị (Inro) và cố định (bu lông/chốt)
- Bổ sung vát cạnh và góc dẫn để tối ưu thao tác lắp ráp thực tế
Nếu bạn chưa áp dụng Inro trong thiết kế của mình, hãy thử ngay — bạn sẽ thấy sự khác biệt rõ rệt về chất lượng lắp ghép và hiệu quả vận hành.